Сегодня большинство серийных производителей работают с уже опробованными марками сталей, а новый сортамент, появившийся в последние годы (AUS-10, ATS-55, VG-10, MRS-30 (Япония) и BG-42 (США)), фактически повторяет с теми или иными незначительными улучшениями уже известную ATS-34. Примечательно и то, что такие марки сталей как ATS-55 и VG10 уже не имеют «двойного назначения» — они разрабатывались японскими производителями именно в качестве ножевых. В настоящее время четко прослеживается тенденция на задание более жестких рамок по химическому составу сталей используемых для ножей. Если 440C допускает серьезный разброс элементов по процентному содержанию (например углерода в 0.25 %: от 0,95 % до 1.20 %), то новые стали типа ATS-34, ATS-55, VG10 и пр. за счет использования новых технологий имеют более жесткие рамки нормирования процентного состава — от 0.05 % до 0.1 %. Это позволяет не только подобрать оптимальный режим термообработки, но и гарантирует высокую стабильность конечного результата.
Серьезная разница в свойствах клинков из сталей близкого химического состава у различных производителей объясняется отличием технологических процессов, использованных для их изготовления и окончательной термообработкой клинков.
Наиболее распространенным способом производства сталей являются плавки в электропечах методом кислородного дутья с завершающей обработкой в ковше и вакуумной обработкой. Этим достигается хорошая степень очистки от оксидов, как на популярной отечественной стали 95Х18Ш.
Дальнейшею улучшения свойств удается добиться диффузионным отжигом при высоких температурах, за счет переплава и ряда специальных мер: снижением окончательной температуры прокатки и дополнительными затратами на быстрое охлаждение проката. Так на сталях 154СМ используется метод повышенной очистки от примесей АКД (аргонокислородная декарбюризация), на BG-42 — технологический процесс VIM-VAR — вакуумно-индукционная плавка — вакуумно-дуговая переплавка.
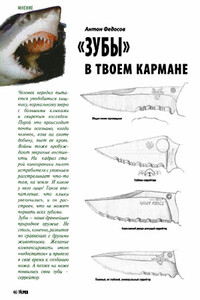
Большое влияние на свойства клинков имеет и распределение карбидов внутри матрицы — неравномерное насыщение матрицы карбидами, также как и карбидная неоднородность (различие размеров карбидов) вызывает неравномерный износ режущей кромки и снижение ее стойкости.
Ячеистость и сетчатость остаются нежелательными неоднородностями, но их полностью избежать нельзя в рамках традиционных способов получения сталей. По этой причине с 70-х годов начал активно развиваться альтернативный способ их получения, призванный решить эту проблему. Он получил название Crucible Particle Metallurgy Processing (CPM). В России материалы, полученные этим способом, известны как аморфные металлические сплавы или металлическое стекло. В ходе него вместо обычного литья в виде болванок, которые далее медленно остывают, расплавленный легированный металл охлаждается на сверхвысоких скоростях, в результате чего вырабатывается быстроостывающий порошок, представляющий собой твердую переохлажденную жидкость. Далее этим порошком заполняют стальной контейнер, который вакуумируется, запечатывается и подвергается горячей изостатической прессовке (HIP) на температурах близких к ковочным для достижения 100 % плотности спекаемого содержимого. Таким образом, удается избежать присущего литым технологиям охрупчивания. Для улучшения механических характеристик аморфных сплавов могут применяться и традиционные методы обработки, такие как ковка и прокат. Высокоуглеродистые нержавеющие с аморфными металлическими сплавами CPM(T)440V (S90V) и CPM420V (S60V) с содержанием углерода свыше 2 % стремительно завоевывают популярность у производителей и потребителей. Однако не только в США работают над перспективными материалами. Аморфные металлические сплавы, имеющие хорошие перспективы в ножевой отрасли, производят в Германии, Швеции, России и, конечно, в Японии. Наиболее перспективными считают японские Cowry X (RT-6) и ZDP-189 с содержанием углерода около 3 %, Cowry Y (СР-4) — 1.2 % углерода и немецкую UHB Elmax с 1.7 % углерода. Развитие технологии вакуумной диффузионной сварки позволило разработать способы изготовления сварочных пакетов из нержавеющих сталей. Фирмы Helle (Норвегия) и Cold Steel (США-Япония) предлагают трехслойные клинки, где на режущую кромку выходит высокоуглеродистая коррозионностойкая сталь с обкладками из высокопрочной низкоуглеродистой нержавеющей стали. Такие производители как Damasteel AB (Швеция) на основе технологии СРМ предлагают коррозионностойкий многослойный пакет — нержавеющую дамасскую сталь.